儀器股份有限公司")
 020-87026501
020-87026501
 020-87026501
020-87026501
識(shí)不一樣的儀德")


間(45Cr2NiMoVSi)表")
間(B2鋼)表")
")
")
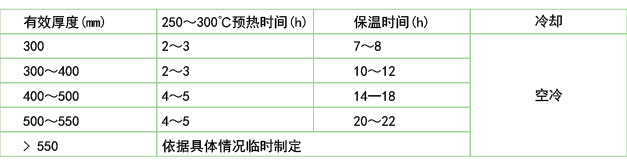

間及冷卻")

 全國服務(wù)熱線
全國服務(wù)熱線
")
公司地址:廣州市黃埔區(qū)開創(chuàng)大道1936號(hào)蘿崗?qiáng)W園廣場1016-1017室
備 案 號(hào) :粵ICP備09106369號(hào)
 掃一掃 微信二維碼
掃一掃 微信二維碼咨詢電話

厚儀 德國斯派克")


